KONSTRUKTIONEN
Seite: von 12 Seiten

 Credits: 0  775kb
775kb
| Hier auf das PDF - Logo drücken und die ersten Seiten von der Checkliste anschauen. Komplette Checkliste ist in der ZIP Datei hinterlegt. Nach kostenloser Registrierung in Konbay kann diese heruntergeladen werden. Details |
Credits: 50
31692kb
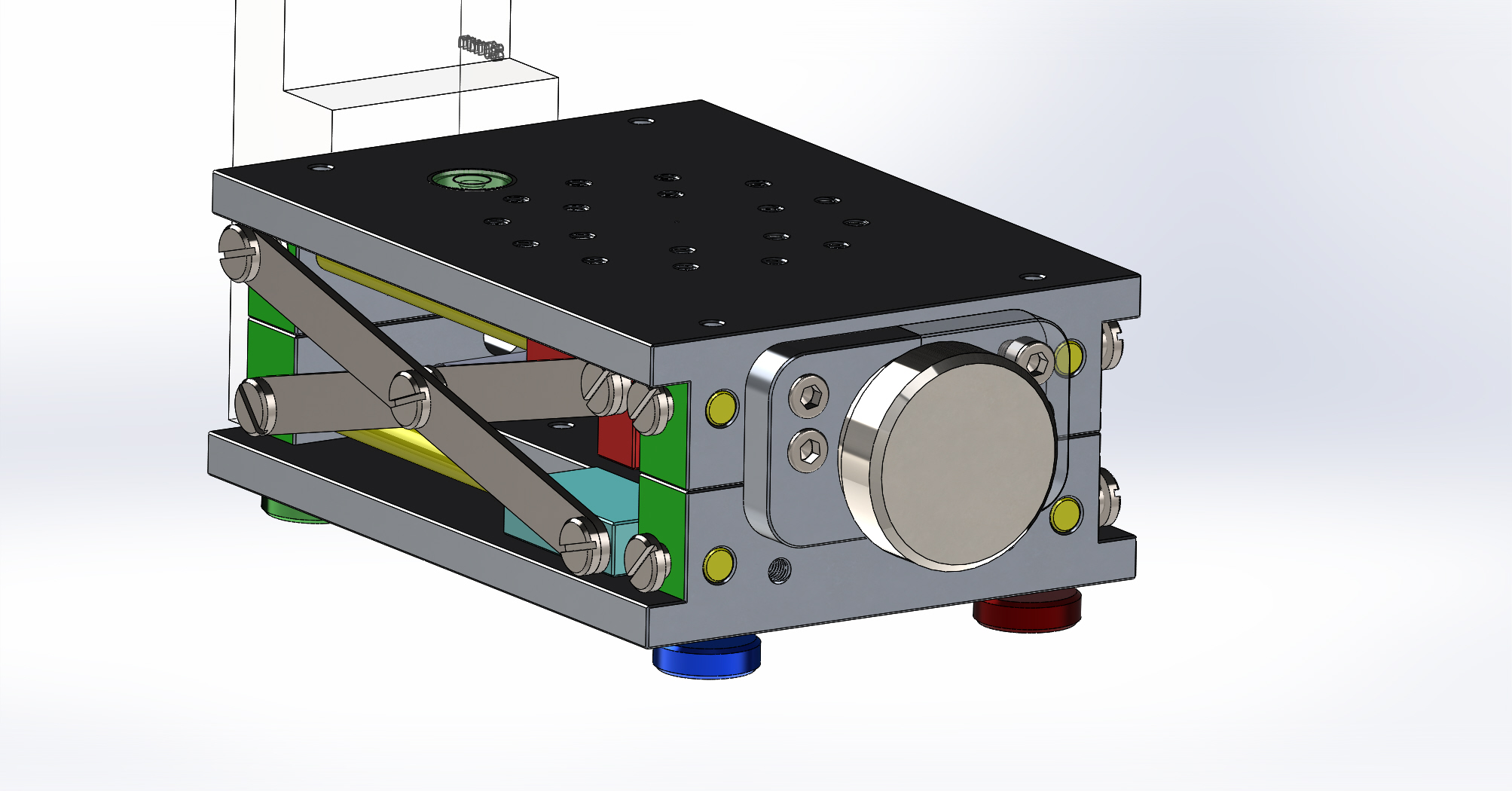
| Fertigung eines Präzisions-Scherenhubtisches Details |
Credits: 50
6648kb
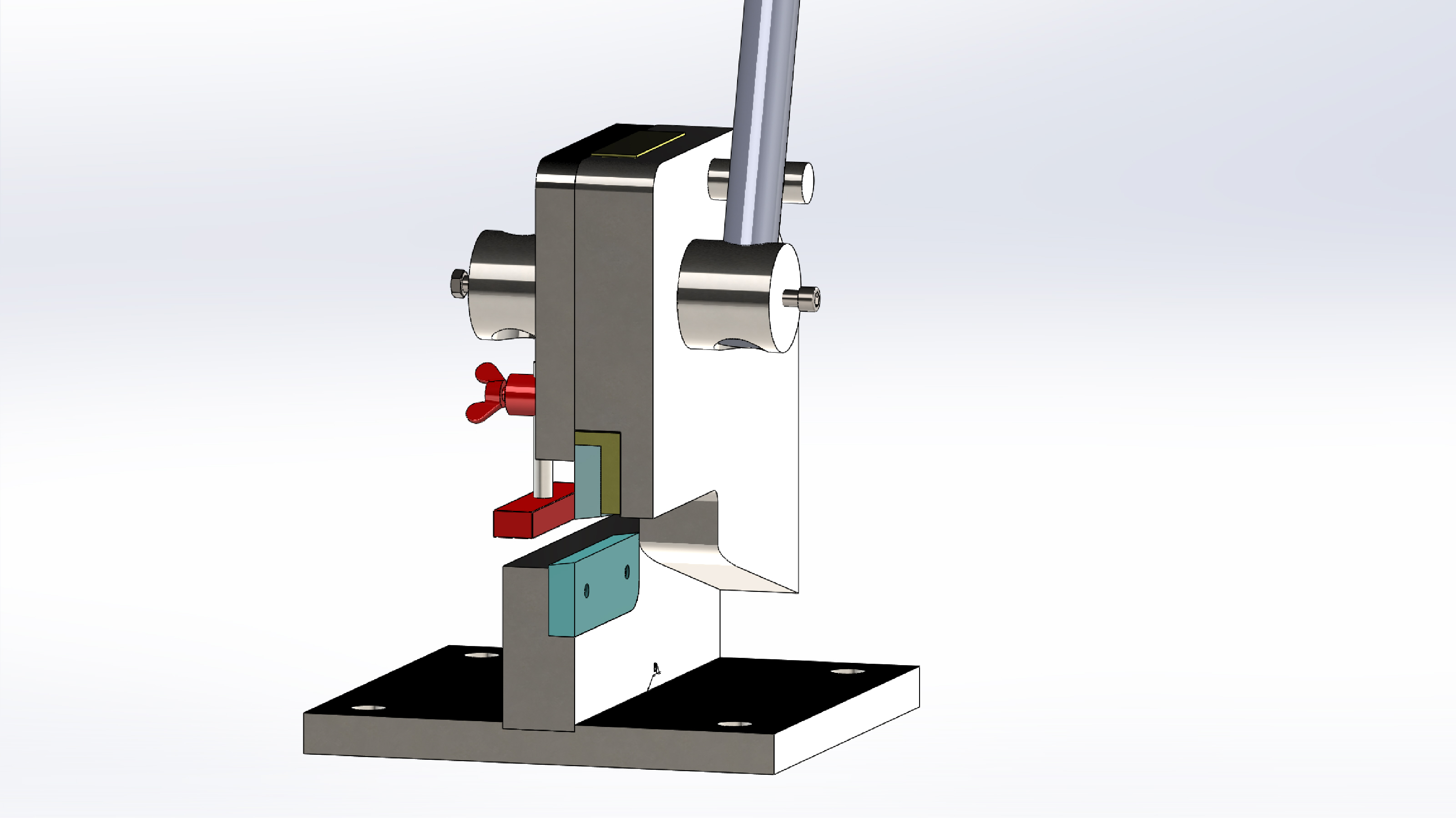
| Fertigung einer vertikal geführten Handhebelschere Details |

Credits: 0
194kb
| Ausziehbarer, höhenverstellbarer CAD Arbeitstisch. 3 D Konstruktionen in STEP Datei hinterlegt Arbeitsfläche 1,5 x 1m. Extendable, height-adjustable CAD work table. 3D designs stored in STEP file Work surface 1.5 x 1m. Details |
Credits: 0
6153kb
| Biegewerkzeug für Blechprofile, Biegevorgang durch Seitenschieber und Formstempel Bending tool for sheet metal profiles, bending process using sideshift and forming punch Details |
Credits: 0
4463kb
| Einfaches Stanzwerkzeug: Blech mit Langloch und Bohrung Details |
Credits: 15
4572kb
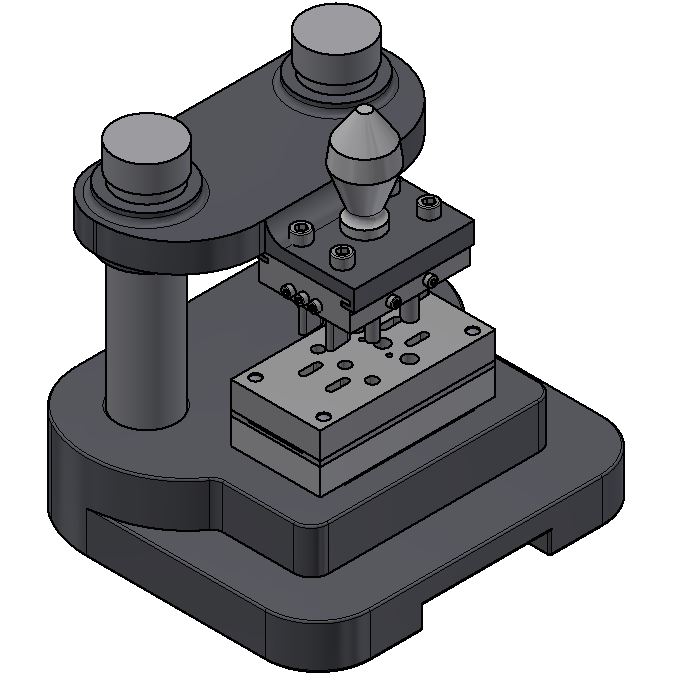
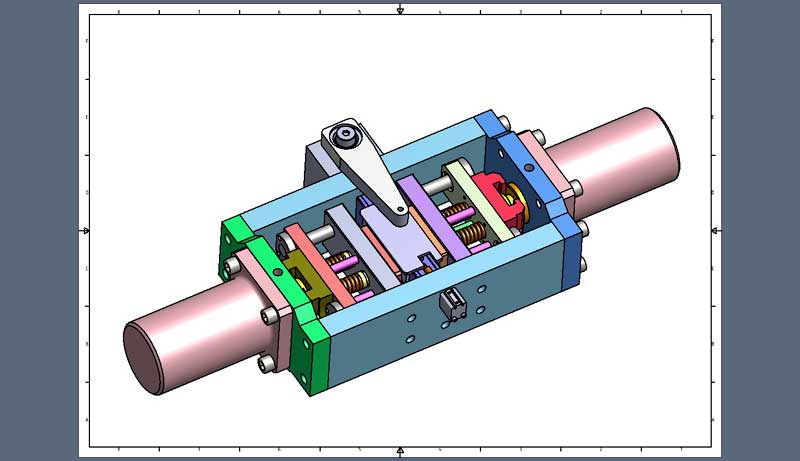
| Stanzvorrichtung für Aluminiumträger In dieser zweifach Stanz - Vorrichtung wird der Aluminiumträger von beiden Seiten gleichzeituíg bearbeitet. Über die beiden Arbeitszylinder werden auf jeder Seite des Aluminiumtraäger 3 Sechskantbohrungen eingestanzt. Sehr wichtig sind die richtigen Abmasse und Toleranzen zwischen Matrize und Stempel. Diese variieren je nach Dicke des Aluminium Materials Details |
Credits: 10
kb
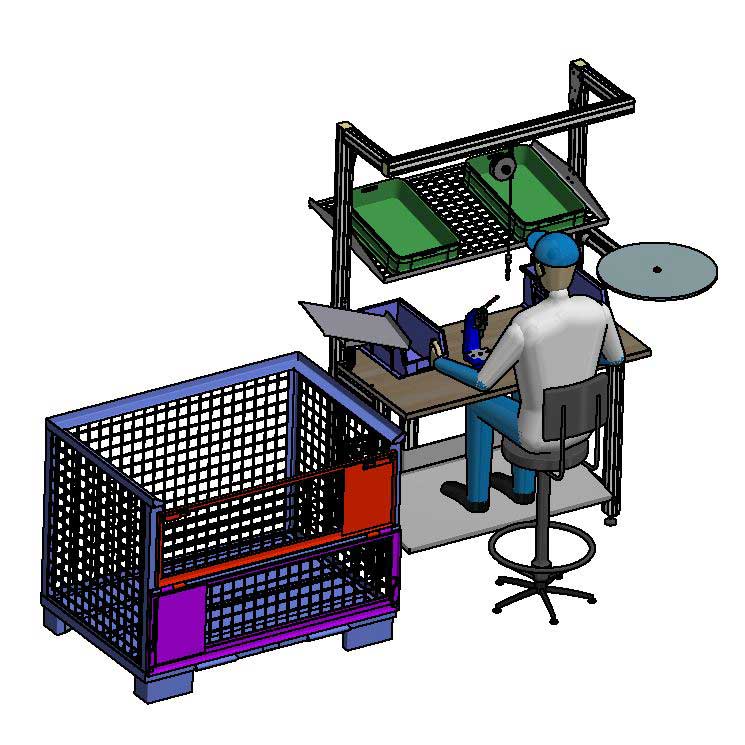
| Mechanische Arbeitsstation aus Aluminiumprofilen 60x60 Eine Arbeitsstation aus 60x60 Aluminiumprofilen für die Montage kleiner Teile in Fertigungslinien sollte effizient und ergonomisch sein. Wichtige Merkmale könnten sein: Modulare Bauweise: Flexibilität für unterschiedliche Montageanforderungen, ermöglicht vielseitige Raumnutzung und Anpassung an Produktionsanforderungen. Optimierter Arbeitsfluss: Werkzeuge und Materialien sind strategisch angeordnet, um den Arbeitsfluss zu optimieren. Leichter Zugang zu allen benötigten Ressourcen erleichtert die Montageprozesse. Die Verwendung von 60x60 Aluminiumprofilen gewährleistet eine robuste und dennoch leichte Struktur entsprechend moderner Fertigungsstandards. Mechanical workstation made from 60x60 aluminum profiles A workstation made of 60x60 aluminum profiles for the assembly of small parts in production lines should be efficient and ergonomic. Important features could be: Modular design: Flexibility for different assembly requirements, allows versatile use of space and adaptation to production requirements. Optimized workflow: Tools and materials are strategically located to optimize workflow. Easy access to all required resources facilitates assembly processes. The use of 60x60 aluminum profiles ensures a robust yet lightweight structure according to modern manufacturing standards. Details |
Credits: 0
1212kb
| Aluminium – Profil wird auf einer CNC 5 Achs - Haas Maschine aufgespannt und das innere 5 Kammer System in der Tiefe (Stege werden herausgefräst) freigefräst. 25 Stück in der Stunde. Aluminium – Profil wird dann als Crashbox in die innere Stoßstange von in das Fahrzug Volovo eingeschweißt. Auszug aus Wikipedia: Crash-Box (Fahrzeugkollision), eine Energie absorbierende Vorrichtung installiert, um die Reparaturkosten bei langsamen Fahrzeugkollisionen zu reduzieren Crash-Box (Stagecraft), ein Gerät für die Bühnentechnik, das einen Crash- oder Kollisions-Sound-Effekt reproduziert. Crash-Getriebe, nicht synchronisiertes Automobilgetriebe. Für die Funktion einer Crashbox von ausschlaggebender Bedeutung ist das Stauchverhalten, da bei einem Auf fahrunfall die Crashbox dazu dient, die Bewegungsenergie durch eine kontrollierte Deformation abzubauen und somit wie ein Schockabsorber wirkt. Diesbezüglich wird ein gleichmäßiges Faltbild ohne die Entstehung von Rissen gefordert. Das Bild zeigt, dass der Werkstoff AlSi10MnMg dies in allen Punkten gerecht wird. Details |
Credits: 0
2390kb
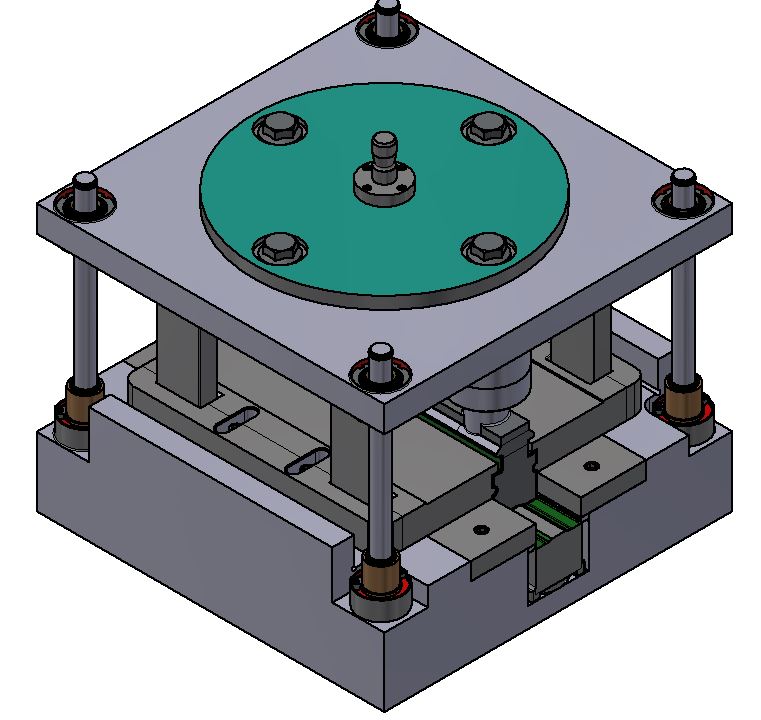
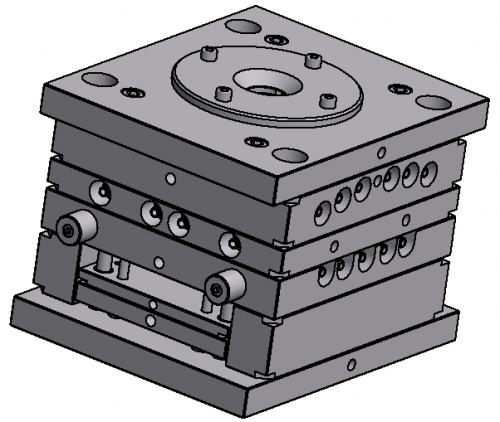
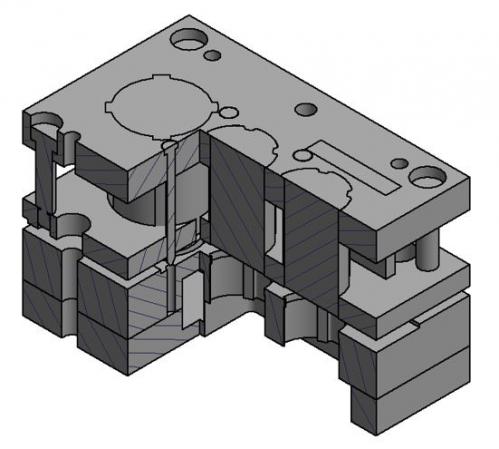
| Spritzwerkzeug Zweifach Spritzwerkzeug für eine einfache Abdeckhaube mit Angussverteiler für beide Formnester. Das Spritzgießverfahren ist eines der wesentlichen Produktionsverfahren zur Verarbeitung von Kunststoffen. Im Ablauf des Spritzgießprozesse erfüllt das Spritzgießwerkzeug wesentliche technische Aufgaben. Aufgrund der Komplexität der Spritzwerkzeuge sind Spritzgießwerkzeuge meist Unikate. Details |
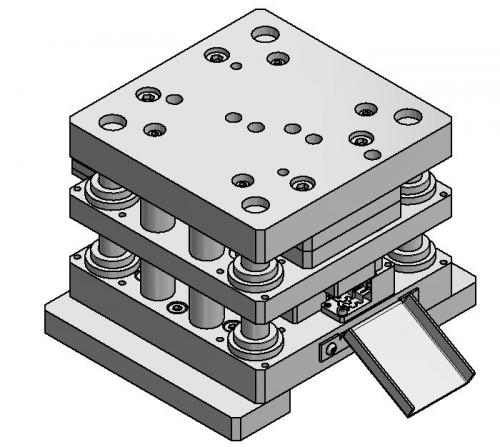
Credits: 2 | Die üblichen Bearbeitungsschritte bei einem Werkzeug mit Folgeverbund sind Pressen,Kanten, Biegen, Stanzen, Lochen und Auswerfen. Je nach Ausführung desFolgeverbundwerkzeugs sind auch weitere Bearbeitungsschritte, wie beispielsweise das seitliche Aufkanten des Endprodukts, möglich. Details |
Credits: 1 | Folgeverbundwerkzeug zur Werkstückunterstützung. 3D-CAD-Dateiformat: STEP. Details |
Credits: 0
1676kb
| Stanzbiegewerkzeug mit Stanzstreifen; Arbeitsabfolge Stanzen und Biegen Details |
Credits: 0
5030kb
| Folgeverbundwerkzeug Werkstückfertigung in mehreren hintereinanderliegenden Arbeitsschritten. Die Maßhaltigkeit der Stanzbiegeteile ist abhängig von der Art der Streifenführung und dem Vorschub. Folgeverbundwerkzeuge mit hintereinanderliegenden Arbeitsfolgen (Stanzen, Schneiden, Einschneiden, Lochen, Ziehen, usw.) dienen zur Herstellung von Teilen mit geringer Ziehtiefe aus Streifen oder Bänder. Mit den Folgeverbundwerkzeugen können auch Umformoperationen wie Biegen und Prägen durchgeführt werden Details |
Credits: 0
1022kb
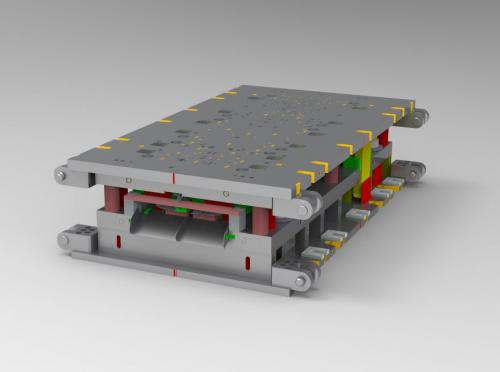
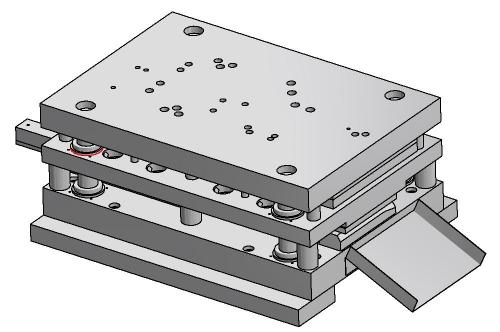
| Stanzbiegewerkzeug Bauweise von Folgeverbundwerkzeugen: Die Werkzeuge für die einzelnen Arbeitsstufen werden fest in Ober- und Untergestell eingebaut. Die Anzahl dieser Arbeitsstufen kann sehr unterschiedlich sein. Bei einer großen Anzahl von Arbeitsstufen werden dies in einzelne Module unterteilt. Die Module werden in der Reihenfolge der Bearbeitungsstufen in ein Grundgestell eingeschoben und dort eingespannt. Die Folgeverbundwerkzeuge werden hauptsächlich für Stanzen (Schneiden) und Biegen verwendet. Beim Verarbeiten von Stanzbändern in einem Folgeverbundwerkzeug die letzte Arbeitsstufe „Trennen mit gleichzeitigem Biegen“ in Gesamtbauweise ausgeführt sein Details |
Credits: 0
1059kb
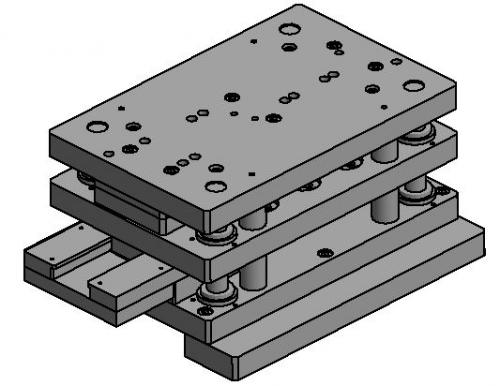
| Folgeverbundwerkzeug Stanzen und Biegen Bei den Folgeverbundwerkzeugen werden die einzelnen Werkstücke in mehreren hintereinander liegenden Arbeitsabfolgen hergestellt. Hier kann ein sehr große Masshaltigkeit über die Fertigeile reproduziert werden. Die Masshaltigkeit ist unter anderem von der Streifenführung abhängig. Details |
Credits: 0
4277kb
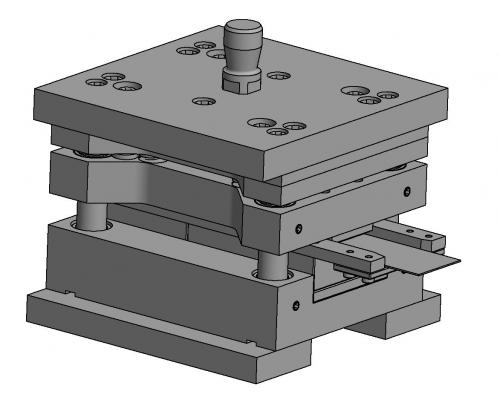
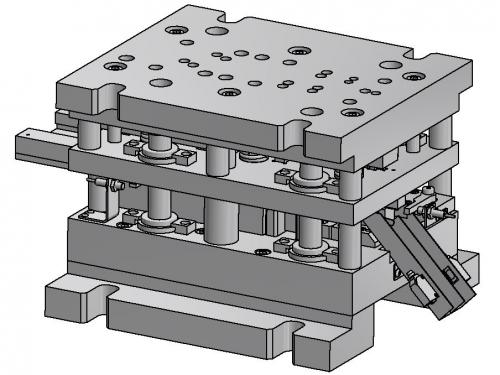
| Stanzbiegewerkzeug / Folgeverbundwerkzeuge Bauweisen von Stanzbiegewerkzeuge Verbundwerkzeuge (VW z. b. Stanzbiegewerkzeuge) bringen verschiedene, technologische Arbeitsverfahren Wie Schneiden, Umformen / biegen zusammen. Das Zusammenlegen von Stanzen und biegen in ein einziges Werkzeug bringt mehrere Vorteile: 1. Geringe Werkzeugkosten 2. Einsparrungen von Rüstzeiten (da mehrere Arbeitsgänge in einem Werkzeug durchgeführt werden. 3. Einsparrungen von Arbeitskräften und Stanzmaschinen 4. Durchlaufzeit wird gekürzt; Kosten für Transport, Zwischenkontrollen, 5. Die Vielfalt der Formgebung der Stanzbiegeteile ist sehr hoch Nachteilig: Bei Änderungen hohe Kosten Hohe Instandhaltungskosten Details |
Credits: 0
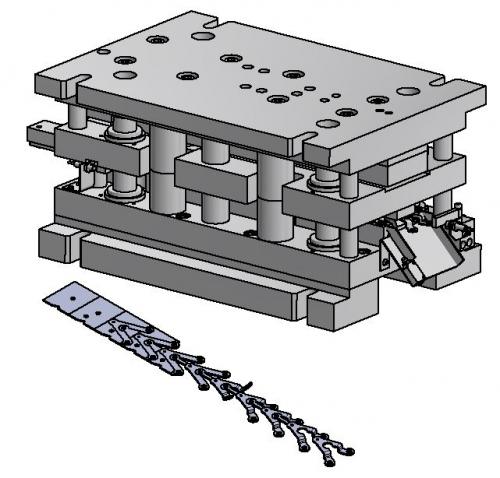
1940kb
| Beschreibung von Stanz - Biegewerkzeug Stanzstreifen wird zuerst mit Bohrungen versehen, danach wird die Form – Ausstanz durchgeführt, bevor die zwei Biegungen angebracht werden. Der Streifen wird so geführt, dass es kein Streifenabfall gibt. Stanzen ist ein Fertigungsverfahren, bei dem das Werkstück durch Schneid- und Biegevorgänge mithilfe eines zweiteiligen formgebenden Werkzeugs in einem Hub hergestellt wird. Das Werkzeug besteht aus einem Ober- und Unterteil (Stempel und Gegenstempel) mit dem Rohteil dazwischen. Beim Stanzvorgang wird der Stempel durch eine schnelle, kraftvolle Maschinenbewegung nach unten gedrückt. Stempel und Gegenstempel passen in der Endstellung des Hubes so ineinander, wie es in die Form des Fertigteils verlangt. Details |
Credits: 0
14947kb
| Beim Stanzen werden Werkstücke aus verschiedenen Werkstoffen (Bleche, Pappe, Textilien usw.) mit einer Presse und einem Schneidwerkzeug gefertigt. Das Werkzeugoberteil, der Stempel, hat die Innenform, dessen Unterteil (Matrize) eine entsprechende Öffnung (Beispiel Locher). Die Unterlage kann auch eben sein, dann besteht das Werkstückoberteil aus einem entsprechend geformten, geschlossenen Stanzmesser (z. B. an einer Lochzange). Details |

Credits: 0
6404kb
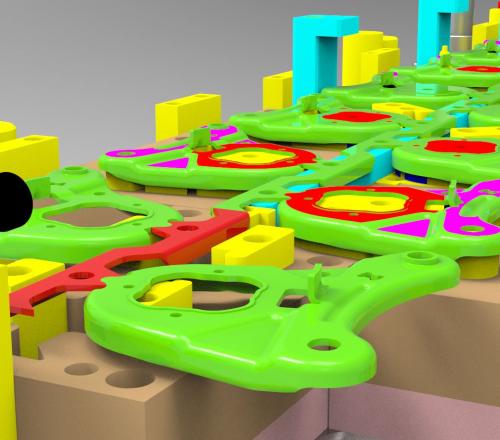
| Die üblichen Bearbeitungsschritte bei einem Werkzeug mit Folgeverbund sind Pressen,Kanten, Biegen, Stanzen, Lochen und Auswerfen. Je nach Ausführung desFolgeverbundwerkzeugs sind auch weitere Bearbeitungsschritte, wie beispielsweise das seitliche Aufkanten des Endprodukts, möglich. Im Folgeverbundwerkzeug wird ein Blechstreifen bis hin zum fertigen Bauteil in mehreren Operationen umgeformt ( Siehe Streifenbild ) Jede Station führt eine oder mehrere Operationen am Bauteil aus. Das Bauteil wird durch den Trägerstreifen von Station zu Station transportiert und bei der letzten Operation vom Streifen getrennt. Details |
Seite: von 12 Seiten